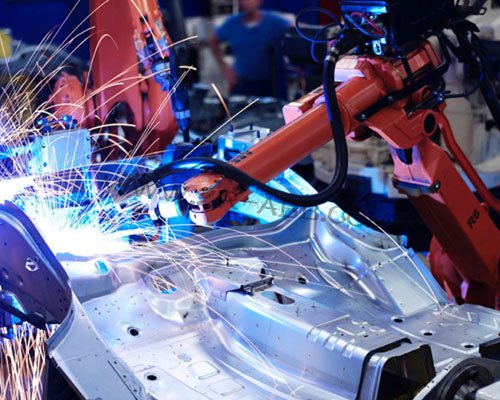
簡介:ABB弧焊機器人在車頂蓋焊接作業中,對焊接穩定性與焊縫質量的要求遠高于普通結構件焊接。車頂蓋作為車身曲面部件,板材薄焊縫路徑復雜,焊接過程中熔池溫度波動大,傳統固定流量混合氣供給方式難以適配工況變化……
ABB弧焊機器人在車頂蓋焊接作業中,對焊接穩定性與焊縫質量的要求遠高于普通結構件焊接。車頂蓋作為車身曲面部件,板材薄、焊縫路徑復雜,焊接過程中熔池溫度波動大,傳統固定流量混合氣供給方式難以適配工況變化,易出現焊縫氧化、氣孔、熔池擾動等問題,既影響車身外觀與密封性能,也造成混合氣資源浪費。
WGFACS節氣裝置針對車頂蓋焊接場景設計,通過實時捕捉焊接電流變化,實現按需供給,嚴格遵循電流大則多,電流小則少的供給邏輯,讓混合氣流量與焊接需求精準匹配,為車頂蓋焊接提供穩定保護,同時減少40%-60%的氣體消耗。
車頂蓋焊接對混合氣的需求,始終與焊接電流的輸出強度直接關聯。焊接過程中,電流大小決定熔池體積與溫度,大電流焊接時熔池更開闊、溫度更高,需要更充足的混合氣形成致密保護氣幕,避免空氣侵入熔池導致氧化缺陷;小電流階段或起弧、收弧瞬間,熔池收縮變小,過量混合氣不僅無實際作用,還會因氣流擾動破壞熔池穩定性,引發焊縫塌陷或飛濺增多。WGFACS節氣裝置的核心優勢,在于與ABB弧焊機器人的焊接控制系統實現深度數據聯動,實時讀取焊接電流參數,根據電流數值動態調整混合氣流量輸出,徹底擺脫固定流量的粗放供給模式。
裝置與機器人控制系統的對接流程簡潔高效,無需對機器人原有程序與硬件進行大規模改造。WGFACS節氣裝置可接入機器人控制柜,直接獲取焊接電流、起弧、收弧等核心運行數據,數據傳輸延遲控制在毫秒級,確保流量調整與焊接狀態完全同步。裝置內置的流量調節模塊,針對車頂蓋焊接的曲面焊縫特性進行優化,能夠根據電流變化的實時速率,精準調節閥門開度,避免流量調整滯后導致的局部保護不足或過量。操作人員可根據車頂蓋板材厚度、焊接工藝要求,在裝置操作界面預設電流-流量對應曲線,系統支持多組曲線的存儲與調用,切換不同車型車頂蓋焊接任務時,無需重復調試,直接調用對應參數即可滿足作業需求。
在車頂蓋焊接的不同階段,WGFACS節氣裝置的流量調節邏輯各有側重。起弧階段,焊接電流快速上升,裝置同步增大混合氣流量,在焊槍前端快速形成穩定保護氣幕,防止起弧瞬間熔池與高溫焊縫接觸空氣,避免出現氧化斑點或氣孔;焊接過程中,電流穩定在額定值,裝置保持與電流匹配的流量輸出,確保熔池始終處于穩定保護狀態,尤其針對車頂蓋曲面轉彎處,電流會小幅波動,裝置也能實時調整流量,避免因流量突變影響焊縫成型;收弧階段,焊接電流逐漸下降,裝置同步降低流量,避免大流量混合氣在熔池冷卻前形成氣流擾動,導致收弧處出現弧坑或焊縫凹陷,同時保證熔池充分凝固,減少缺陷產生。
針對車頂蓋焊接的多層多道焊作業,WGFACS節氣裝置的適配效果更為顯著。多層多道焊中,每一道焊接的電流大小、熔池狀態存在差異,打底焊電流較小,需控制流量避免氣流擾動熔池,影響打底焊縫的密封性;填充焊與蓋面焊電流逐步增大,需同步提升流量,確保焊縫成型飽滿、無氧化。裝置能夠自動跟蹤電流變化趨勢,實時調整流量輸出,完美適配不同焊道的焊接需求,保證車頂蓋整體焊縫的質量一致性。
ABB弧焊機器人搭配WGFACS節氣裝置,實現了車頂蓋焊接用氣管理的精細化升級。傳統固定流量供給方式下,混合氣消耗較高,而裝置通過按需供給的調節邏輯,可將混合氣消耗降低40%-60%,對于日均焊接任務量大的企業而言,長期使用可顯著降低氣體采購成本。同時,穩定的混合氣供給有效減少了焊縫氧化、氣孔、熔池擾動等缺陷的發生率,提升了車頂蓋焊接質量與車身整體裝配精度,推動車頂蓋焊接作業向高效、節能、高質量的方向發展。
隨著汽車制造行業對車身焊接質量與生產成本的要求不斷提升,精細化用氣管理已成為行業發展的必然趨勢。WGFACS節氣裝置針對ABB弧焊機器人車頂蓋焊接場景的定制化設計,不僅解決了傳統供氣方式的痛點,還為企業提供了高效的運維解決方案。合理運用這套裝置,既能幫助企業降低生產成本、也不影響焊接質量,也能推動汽車焊接行業的技術升級,為智能制造背景下的汽車生產提供更可靠的技術支撐。
文章來源,
工業機器人維修官網:www.czyjl.com


 首頁 > 銷售中心 > 節氣裝置 >
首頁 > 銷售中心 > 節氣裝置 >